



日野自動車株式会社
代表取締役社長CEO:小木曽聡
設立:1942(昭和17)年
[本社]
所在地:東京都日野市日野台3丁目1番地1
従業員数:33,608人(2025年3月31日時点(連結))
製品:トラック・バス、小型商用車・乗用車(トヨタ自動車(株)よりの受託車)、各種エンジン、補給部品等
[古河工場]
所在地:茨城県古河市名崎1番地
従業員数:1,502人(2025年3月31日時点)
製品:大型トラック、中型トラック、大型トラクター、燃料電池トラック等
https://www.hino.co.jp/

日野自動車株式会社
計画生技部 プラント技術第2グループ グループ長 中塚崇之 様
3つの“やさしい”を実現したグローバルマザー工場
1910(明治43)年創業の日野自動車株式会社は、1917年に純国産トラック「TGE」の試作に成功して以来、トラックやバスの開発・生産を軸に、国内外の輸送の現場を支えてきました。1946年に社名を日野産業株式会社に改称してからは、我が国初のトロリーバス、センターアンダーフロアエンジンバス、前輪2軸のキャブオーバー型10tトラックを次々に世に送り出すなど、新たな技術開発に取り組み、現在では、約90の国と地域で物流や公共交通を担うとともに、電動化や水素技術にも注力しています。現在同社は、三菱ふそうトラック・バス株式会社との経営統合を2026年4月に控え、アジアの自動車産業の競争力強化と、より豊かなモビリティ社会への貢献が期待されています。
今回訪ねた日野自動車株式会社 古河工場は、大型・中型トラック生産の効率化を目的に、茨城県古河市と八千代町にまたがる約85万㎡の広大な敷地に、同社で4番目の工場として設置されました。2012年にノックダウン方式の部品梱包工場として出荷を開始して以降、アクスル(車軸)工場、フレーム工場、車両組立工場、キャブ車体工場、キャブ塗装工場などを順次立ち上げ、現在では、古河工場で生産された各種モジュール部品と、他工場で生産されたエンジンやプレス部品を集約しトラックを完成させる組立工場として、大型・中型トラックの生産を一手に担っています。
同社 計画生技部 プラント技術第2グループ グループ長の中塚崇之様は、「古河工場は国内における主力生産拠点であると同時に、グローバルマザー工場としても位置づけられています」と語ります。ここで生み出された最新の生産技術は海外の生産拠点へ展開されるほか、海外からは人材を受け入れ、生産活動に必要な技術や知識の教育を通じて人材育成を行うことも、重要なミッションの一つです。さらに中塚様は、「当工場の特徴は、『地球環境にやさしい』『働く人にやさしい』『地域にやさしい』という3つの“やさしい”をコンセプトに、工場建設前から建屋や各種設備の設計・運用を徹底的に検討し、将来の工場拡張にも柔軟に対応できる構成とした点です」と続けます。
例えば「地球環境にやさしい」工場づくりでは、自然エネルギーの活用やソーラー発電の導入、工場内の植栽活動の推進に加え、緑地に囲まれた調整池周辺ではヤギを放牧し、エコな除草を行っています。
「当工場は、主力工場であった日野工場の主要な生産機能を移管して誕生しましたが、特に環境面での取り組みには力を入れてきました。その結果、建物関連のCO2排出量は移管前の日野工場と比べて約半分にまで削減できています」と、中塚様は述べられました。

工場の中央に置かれた車両組立工程
エネルギーの回収と再利用が実現した効果的な省エネルギー
同社において先進的な工場づくりをリードしてきた部門が、中塚様が所属する本社の生産技術機能です。同機能には、工場づくり全体の計画立案を担う部署と、車両生産に関わる生産技術を担う部署があります。
「古河工場では、『地球環境にやさしい』工場というコンセプトに基づき、省エネルギーや資源の有効活用といった考え方を工場設計に落とし込んできました。建物の断熱性能の向上や雨水の再利用に加え、作業者がいる場所だけを効率的に温度調整する快適な空調の導入などが、当初から計画されていました。今も私たちは、どのような工場をつくるべきか、どのようなつくり方で車両を生産すべきかを、つねに追求しています」と、中塚様は同機能のミッションを語ります。さらに、「省エネの取り組みだけでなく、各工場建屋を機能やサイズを統一した規格でモジュール化することで、ラインの改変や生産車種の変更にも柔軟に対応できるようにしました。この取り組みも、3つの“やさしい”工場づくりそのものです」と続けます。こうした点からも、古河工場は工場づくりの面でもグローバルマザー工場と呼ぶにふさわしい存在といえます。
同社では「日野環境チャレンジ2050」のもと、「新車CO2ゼロチャレンジ」「ライフサイクルCO2ゼロチャレンジ」「工場CO2ゼロチャレンジ」などに取り組んでいます。古河工場では、2050年までの中間目標である「日野環境マイルストーン2030」の実現に向け、多くのエネルギーを使用する塗装工程の省エネルギー化を検討してきました。その中で有望視されたのが、生産ラインに圧縮エアーを供給する大型の空気圧縮機から発生する大量の熱を、そのまま捨てるのではなく、温水に変換して塗装工程で再利用するシステムの導入です。
中塚様は、「温水を使った熱エネルギー回収システムは、ライン完成後では導入が難しいため、日立特約店である田島工業さんと日立産機システムさんの協力を得て、大型空気圧縮機を活用した温水回収システムのメリットをライン計画とともに検討しました」と語ります。検討にあたっては、導入時の初期費用と、導入後に期待されるエネルギー削減効果を検証し、同システムが他社製品と比べて優れていたことが採用の決め手となったとの評価をいただきました。
こうして現在、古河工場では温水回収システムを備えた出力180~220kWのオイルフリースクリュー圧縮機が4台設置され、つくられた温水は樹脂部品の塗装工程およびキャブ塗装の前処理工程で活用されています。いずれも多くのエネルギーを使用する工程なので、高いエネルギー削減効果が得られています。
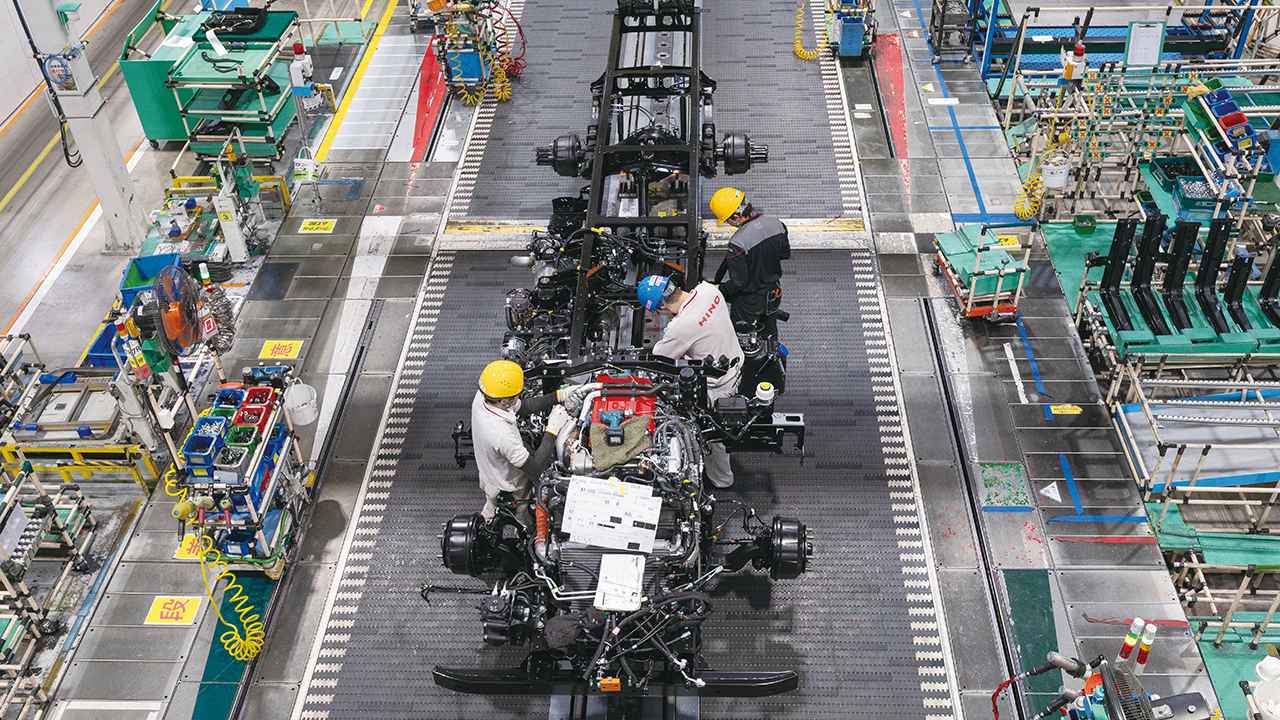
車両組立工程におけるエンジンの取付

モジュール化された広大な組立工場
工場インフラを止めない、徹底した設備管理と予防保全の考え方

日野自動車株式会社
古河工場 工務部 施設管理課
川崎真義 様
古河工場の安定操業を支えているのが、工場ごとに導入された中央監視システムと、それらを統合した監視システムを活用し、広大な敷地内に展開する電気・水・ガスといった工場インフラの稼働状況を常に把握し、保全に努めている工務部 施設管理課による管理体制です。同課の川崎真義様は、「当工場では、操業に必要な電気やガス、水や排水などのライフラインを、各建屋の外側に設置した『スタンション』と呼ぶ架構にまとめて設置しているので、非常にメンテナンスを行いやすいのですが、それでも工場のインフラを支えるためにはわずかなリスクも見逃すことはできません。そのため、日常点検を通じて設備の状態を確認し、異常に至る前の兆候を捉えることを重視しています」と、設備管理の基本的な考え方を説明されました。温水回収仕様の空気圧縮機についても、この考え方のもとで運用されているといいます。
同システムのメンテナンスにあたっては、田島工業株式会社のサービスエンジニアによる定期的な点検に加え、集中管理システムを活用した予防保全に取り組んでいます。川崎様は、「工場のインフラ設備は正常に稼働していることが当たり前です。温水回収システムも、竣工当初はいくつか不具合がありましたが丁寧にご対応いただきました。その後も都度真摯に取り組んでいただいたことで、省エネ効果を発揮しつつ安定して稼働しているので安心しています。将来的には、空気圧縮機と熱交換システムを切り離した形でメンテナンスができるようになると、より作業しやすくなると考えています」とのお言葉をいただきました。
中塚様も、「空気圧縮機本体の設置よりも同機の安定稼働を維持しつつ、負荷変動に応じて適切に温水回収するための流量制御システム設計のほうが難しい部分があります。ユーザーの立場としては流量制御は空気圧縮機側に機能を持たせ、配管を接続するだけで簡単に回収したエネルギーを制御できる仕組みになれば、海外の工場でも使えるようになると思います」と生産工程づくりの視点から評価されました。さらに、「経営統合を経て、私たちの視野も大きく広がると予感しています。一層の省エネ推進に向け、新たな課題にも挑戦していきたいと考えています」と力強く抱負を述べられました。
田島工業株式会社と日立産機システムは、同社のカーボンニュートラルの実現をめざした取り組みを支えながら、古河工場の安定操業と省エネルギーの推進に一層貢献してまいりたいと考えています。

約21㎥/hの温水を供給するSDS温水回収システムの熱交換器

約119kWの熱量を回収する
SDS温水回収システム全景

約90℃の温水として回収された
熱エネルギーが活用されている樹脂塗装工程
お客さまのために力を合わせて —日立産機システム 製品関係者—
田島工業株式会社
日野自動車株式会社様は、グローバルマザー工場である古河工場様をはじめ、他の生産拠点とも長くお付き合いをいただいている大切なお客さまです。今回ご紹介したSDS温水回収システムは、羽村工場様ですでに導入し運用していただいていますので、その省エネ性能については自信をもってご提案しました。お客さまからは、工場全体のカーボンニュートラルの実現に寄与する設備としてご評価をいただけたので、大変ありがたく思っています。
営業本部 産業グループ
主任 北條敬彦 様
株式会社 日立産機システム 営業統括本部 空圧営業統括部
日野自動車株式会社様の古河工場様へは、田島工業さんの北條様とともに、お客さまのご要望や課題を整理しながら、最適なソリューションとして4台のSDS温水回収システムの導入をご提案しました。お客さまは、省エネをはじめ、環境への配慮を徹底した工場づくりに取り組まれているので、高効率でエネルギーの回収を実現できるという長所を誠実にアピールさせていただけたことが、ご採用につながったと感謝しております。
空圧システム部 大型圧縮機グループ
課長代理 高崎陽平
株式会社 日立産機システム 営業統括本部 空圧営業統括部
古河工場様へのSDS温水回収システムの導入後から担当させていただいています。回収した温水をいかにラインで活用するかといったエンジニアリング面では、お客さまがリーダーシップを発揮されたことが本システムの成功を支えています。また、本システムは、高い温度帯の温水を供給できるので、他の業種でも省エネに大きく貢献できます。カーボンニュートラルの実現に向けて、今後も積極的な提案活動を展開していきます。
空圧システム部 大型圧縮機グループ
髙木珠里
ご採用いただいた製品
空気圧縮機
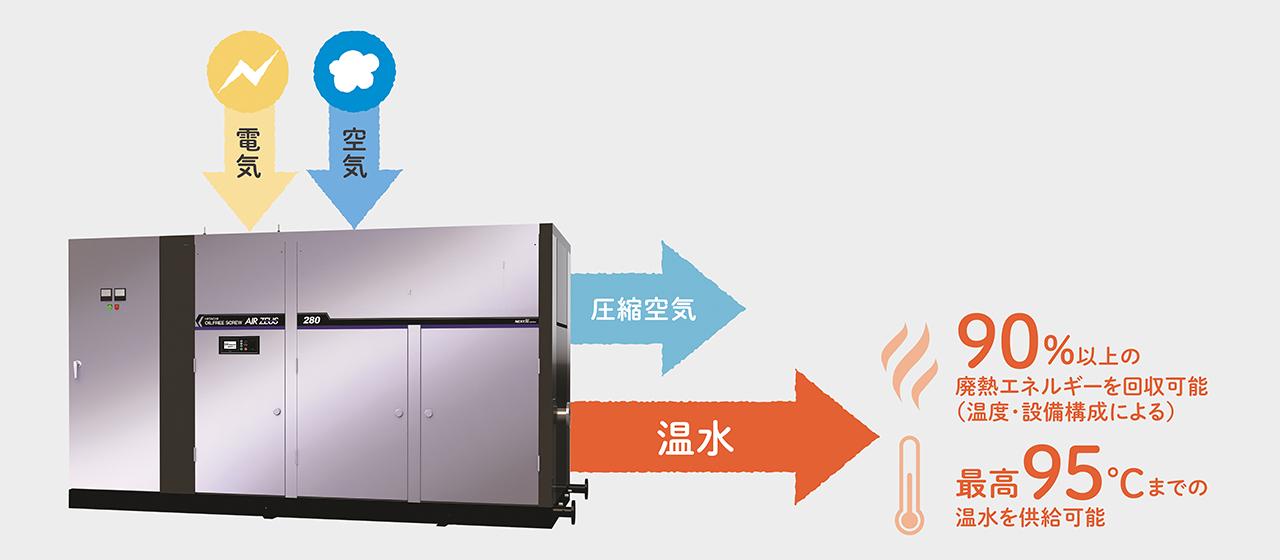
SDS温水回収システム
高温の圧縮(廃)熱を利用するため、
新たな電源不要でご希望の水量と温度の「温水」を提供できます
空気圧縮機に入力された電気エネルギーは運動エネルギー、空気の内部エネルギー(熱エネルギー)に変換された後、そのほとんどが冷却塔から大気へ放出されていました。「温水回収システム」は、この「廃熱」を回収・再利用することで工場のエネルギー効率を高めます。2050年のCO2排出量ゼロをめざし、工場内のCO2排出量を一緒に見直しませんか?
製品の詳細や導入に関するご相談はこちらから
( vol.145・2026年3月掲載 )




