

日立産機システムの習志野事業所は、数々の優れた省エネ成果をあげてきたことから、日立グループのエコファクトリーセレクト事業所*として認定されています。今回は、当社の主力製品である産業用モータの生産現場などで使われている蒸気エネルギーの見える化とその省エネ取り組みをご紹介します。東京ドーム8個分もの広大な工場内を走る蒸気配管には、実に大きなロスがひそんでいたのです。
*日立グループにおけるエコファクトリー&オフィスセレクトとは、地球温暖化防止や資源の有効利用など環境への取り組みを評価し、高いレベルで環境に配慮し、成果をあげていると認定した事業所のことです。


習志野事業所(千葉県習志野市)
○従業員数 : 850名 ○敷地面積 : 36万㎡ ○建設面積 : 11.6万㎡ ○緑地率 : 21.7%
○主な製品 : 産業用モータ、PMモータ、インバータ、風水力機械(ポンプ、ファン他)、上下水道システム、位置情報システム
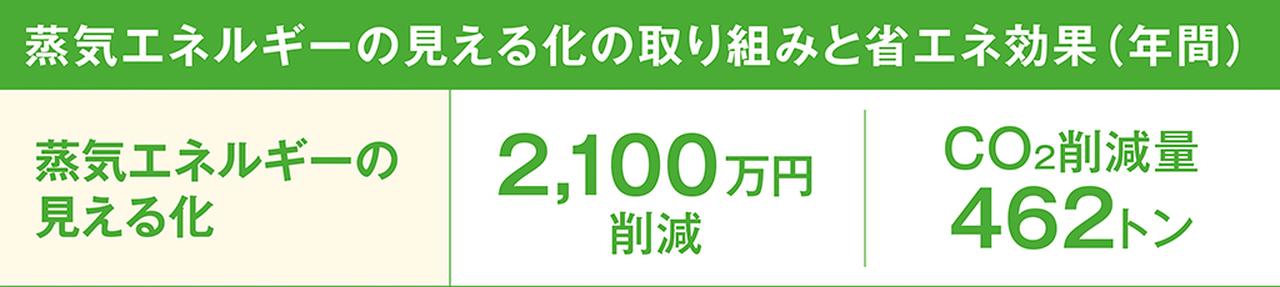
36万㎡の広い敷地内を巡る蒸気配管が生む、
見えないエネルギーロス

従来の蒸気配管
蒸気は、多くの工場で使われている有用な熱エネルギーです。習志野事業所でも、各種産業用モータの生産現場はもちろんのこと、従業員食堂をはじめ各所で利用されています。しかし操業開始から45年を経た2007年頃には、配管を包む保温材の劣化や蒸気利用設備の稼働率の低さが目につくようになり、エネルギーロスの実態把握が求められるようになりました。

蒸気監視モニタ
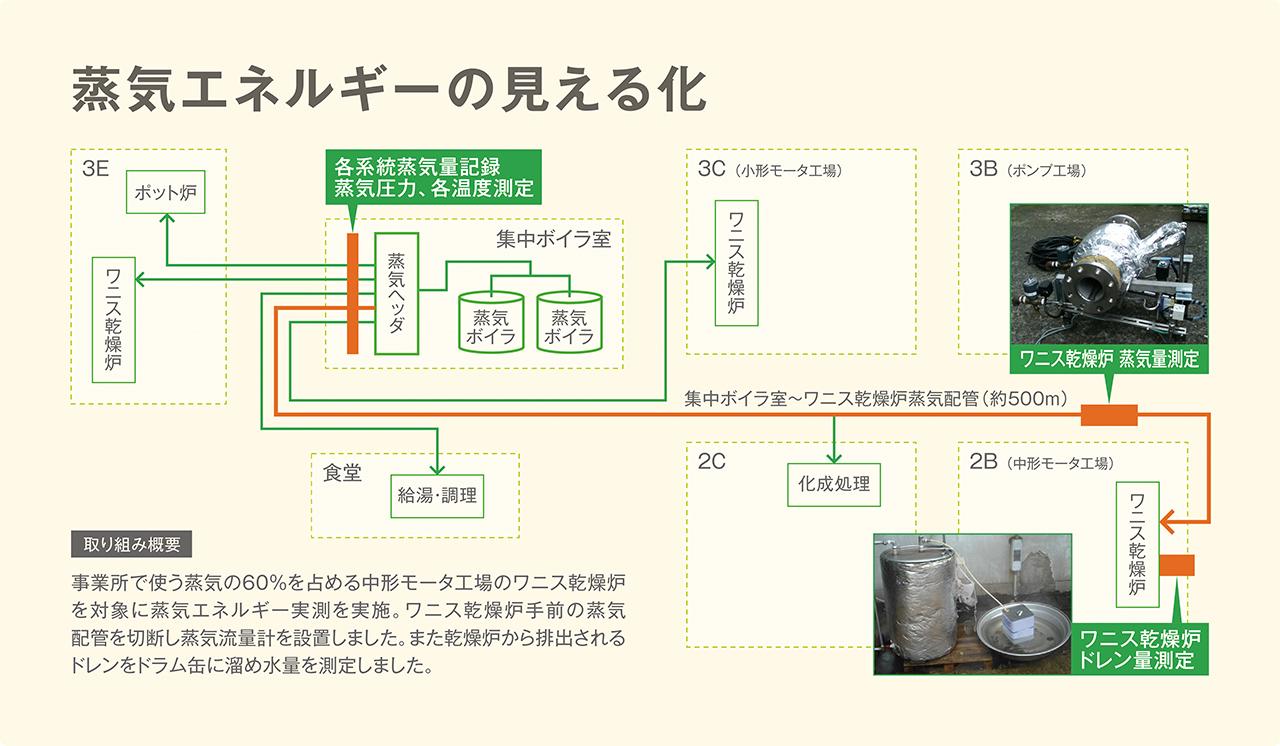
そもそも習志野事業所は過去に蒸気による暖房を行っていたことから配管が太く、また敷地面積は東京ドームの建築面積8個分と広いため、長い配管からの放熱がかなりあると見込まれていました。そこで電力会社との省エネに関する共同プロジェクトの一環として蒸気エネルギーの見える化に着手。当事業所で使う蒸気の60%を使っている、中形モータ工場のワニス乾燥炉の蒸気系統におけるエネルギーロスの実測に取り組みました。ワニス乾燥炉とは、モータの固定子のコイルをワニスと呼ばれる絶縁樹脂に浸し、それを蒸気による間接加熱で乾燥・硬化させる炉のことです。中形モータ工場のワニス乾燥炉10台がボイラと長さ約500mの配管でつながれています。ここに送られてくる蒸気の流量を実測するため配管を切断して蒸気流量計を設置し、エネルギーロスを計測したところ、夏期は43%、冬期には半分以上の58%にまで達していることが判明しました。そこでエネルギーロスの削減計画を策定し、改善策に取り組みました。
まず必要な炉だけに蒸気を供給できるよう各炉に個別バルブを設置。また操業に影響を与えることなく炉のウォームアップ時間を4時間短縮しました。また、2基あるボイラのうち1基が常に待機か低燃焼状態だったため、1台運転に切り替えました。さらに一部残っていた蒸気暖房や蒸気給湯の廃止、不要配管を撤去するなどの取り組みで、総計で年間約96,000㎥もの都市ガス使用量を削減することができました。
設備の経年劣化が目立つ工場では蒸気系統の劣化も当然進み、気づかない所でエネルギーロスが存在しているものです。まずはその実態を把握するために、正確な流路やロスの発生箇所、その大きさを実測することが必要なのです。
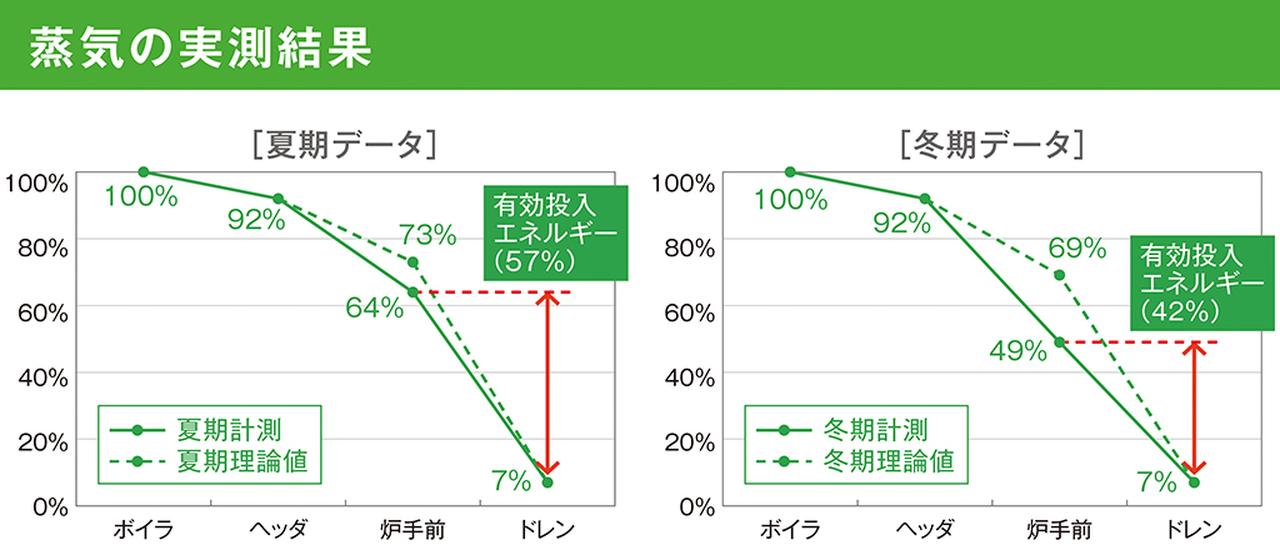
都市ガス燃焼によりワニス乾燥炉へ供給されていた熱エネルギーの有効利用率は夏期57%、冬期42%であることが判明。特に冬期の配管ロスは理論値より20%も悪化していました。
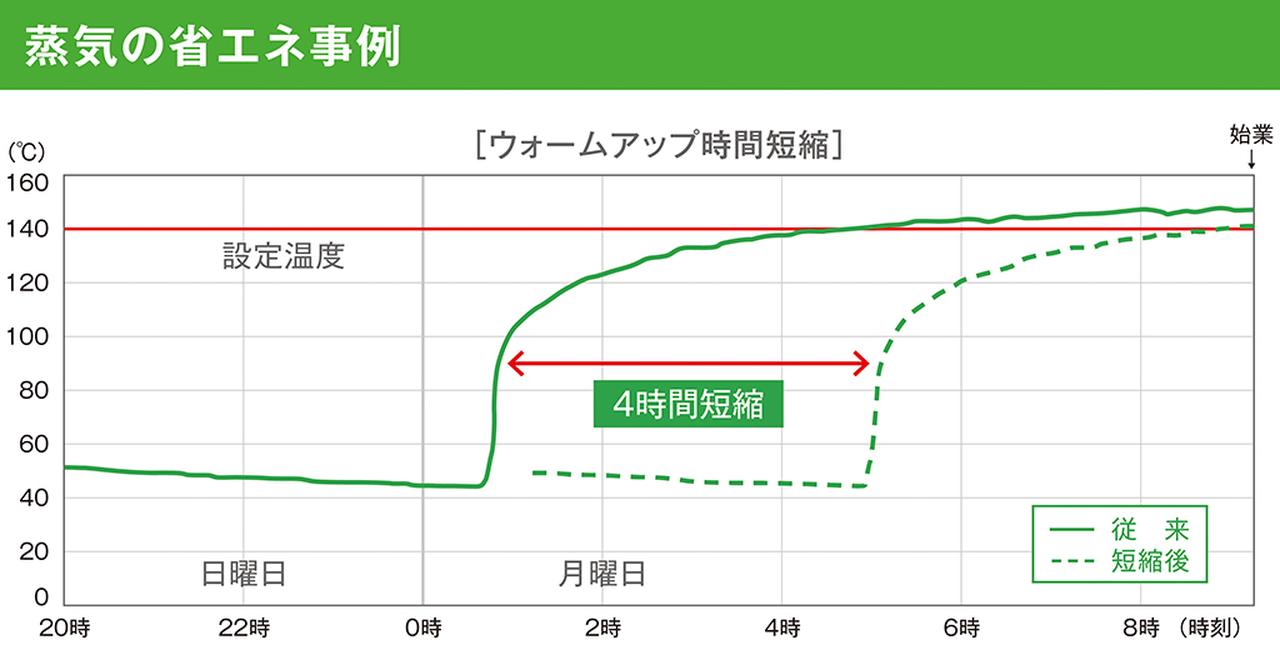
休日明けの、ウォームアップ開始時刻を遅らせることにより、蒸気供給を約4時間短縮しました。


ワニス乾燥炉のさらなる省エネで、生産ラインの作業環境も改善
ワニス乾燥炉での省エネの取り組みは、流量管理だけではありません。2008年からは、IH(誘導加熱)により固定子の鉄心自体を発熱させることでワニスを乾燥・硬化できる装置の開発に取り組み、2012年には生産ラインに導入。この装置により、従来一連の工程で3日かかっていたリードタイムが3時間に短縮できたうえ、一次エネルギーは73%削減、CO2排出量は75%削減、ランニングコストも72%削減することができました。さらに、工程の自動化による作業者の負担軽減や作業環境の改善にも貢献することができました。
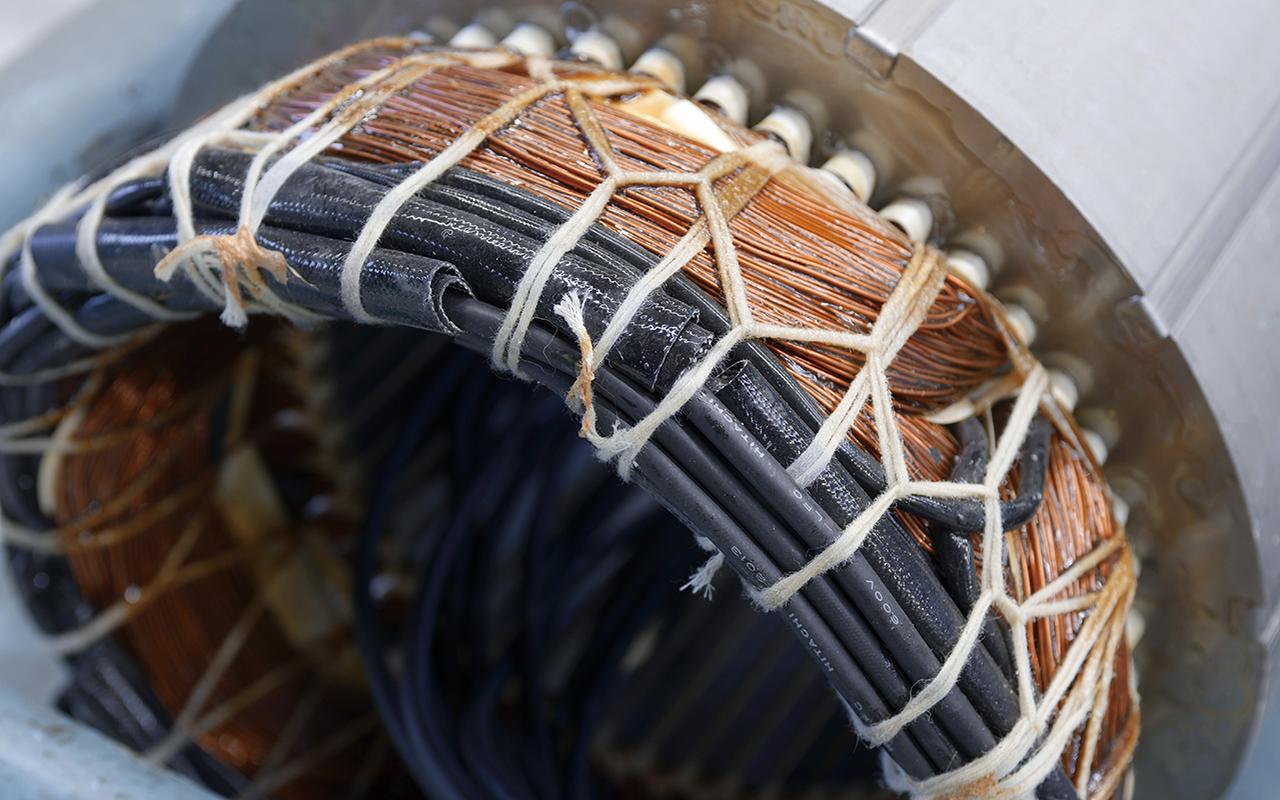
ワニス硬化後のモータの固定子

ワニス乾燥炉に取り付けられた個別バルブ
蒸気エネルギーの見える化とともに推進する、工場全体の省エネ
習志野事業所では、蒸気エネルギーの実測をした結果、とくに工場間をつなぐ蒸気配管は太く長いうえ、保温材の劣化が進んでいることからロスが大きく、根本的な対策が必要であることが判明しました。
まず集中ボイラ室からもっとも離れている中形モータ工場については、ワニス乾燥炉での取り組みに加えて、約500mに及ぶ蒸気供給を止めるため、ワニス乾燥炉の近くに新たなボイラを設置しました。また、ボイラとワニス乾燥炉をつなぐ蒸気配管は、太く長い配管から細く短い配管としロスを削減しました。従来、集中ボイラ室から遠い工場のワニス乾燥などに使った蒸気はエネルギーを失って高温のお湯(ドレン)になりそのまま捨てられていました。それを、ボイラの分散配置によりドレンを回収、ふたたびボイラに給水し、再利用するようにしました。この取り組みにより、都市ガス年間約110,000㎥、水道年間2,400㎥の使用量を削減することができました。
習志野事業所の蒸気エネルギーの見える化からスタートした省エネの成果は、想像以上でした。今後は、さらなる蒸気エネルギーの効率化を追求していきたいと考えています。
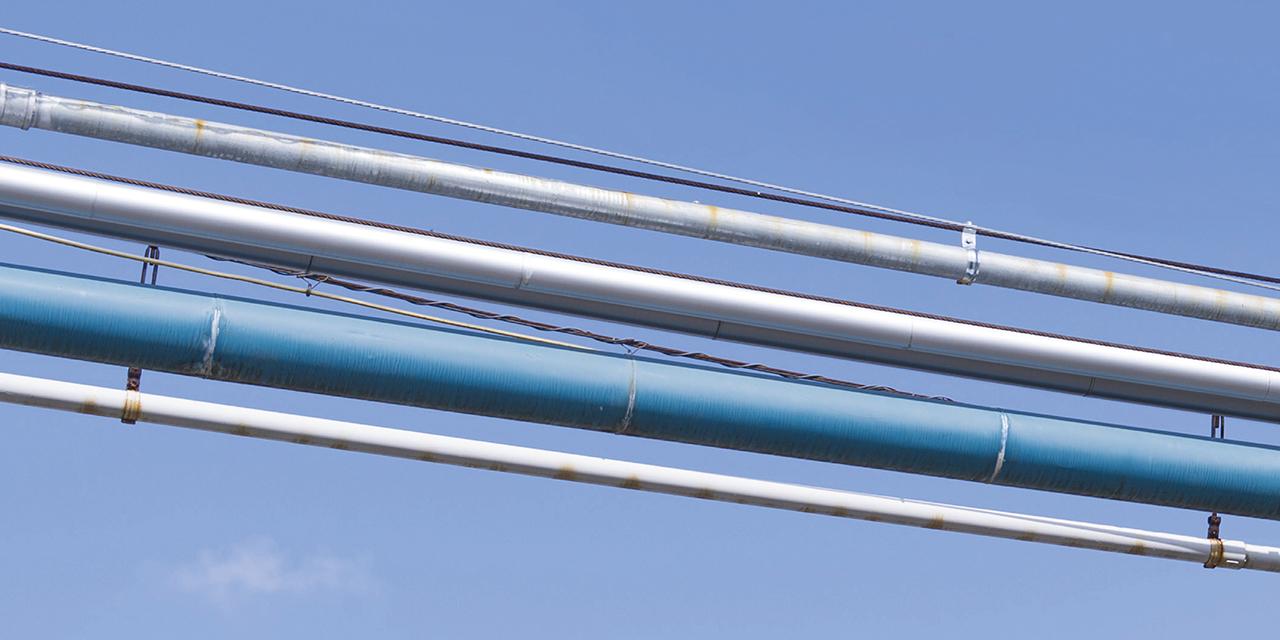
蒸気配管を細く短い配管に交換し、ロスを削減(上から2番目の配管)

分散ボイラの軟水装置、ドレンタンク(左)集中ボイラ室(右)

( vol.78・2015年1月掲載 )




